
E-Mail-Formatfehler
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



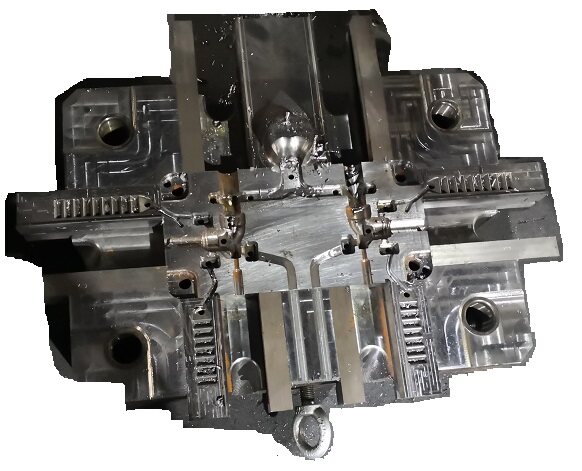
Mehrere Punkte, die für die Verwendung des Gusss vermerkt werden müssen
3). Vorbereitung des Schmiermittels
A.Full Loss System Oil 85% -90% + Graphit 10% -15%;
B.Heavy Oil: 100%;
C.Paraffin 30% + gelbes Waxin 30% + Vaseline Öl 14% + Graphit 26%;
D. Graphit 25% + Glycerin 20% + Wasserglas 5% + Wasser 50%;
4). Angelegenheiten, die bei der Verwendung von Schmiermittel festgestellt werden sollten
A. -Lubricant kann auf dem Typhöhlen und der beweglichen Teiloberfläche verwendet werden.
B. Lubricant Spray -Menge sollte jedes Mal geringer sein, und um gleichmäßig ein Film auf der Typoberfläche nach dem Sprühen zu bilden.
V. Anpassungsgehalt der Stempelschule
Nach Abschluss des Gussforms ist es notwendig, die korrekten Bedingungen und Verfahrensparameter für die Stempelguss anzupassen, um stabile Würfelguss zu erreichen und qualifizierte Gussgüsse zu erzeugen.
Vor dem sterbenden Test muss das Testpersonal die Legierungs Rohstoffe für das Gießen überprüfen, um die Eigenschaften der Struktur-, Leistung, Bedingungen, des Prozesses und der Betriebsmethoden zu verstehen.
Die korrekte Auswahl der Forderungsbedingungen für die Stanze ist der Schlüssel zur Anpassung des Versuchs. Oft begegnen solche Probleme, auch wenn das Design und die Herstellung der Form sehr korrekt sind, aber aufgrund der unsachgemäßen Auswahl an Stempel- und Bildungsbedingungen kann dies nicht das qualifizierte Guss drücken. Im Gegenteil, in einigen Fällen können die Bedingungen des Würfelwusses angepasst werden, um die Mängel der Form zu überwinden und den qualifizierten Guss zu drücken. Daher muss das Prüfpersonal mit der Rolle und gegenseitigen Beziehung der Gussbedingungen, dem aktiven Prinzip der Form, vertraut sein, um die Bedingungen für die Würfelguss korrekt zu wählen und vernünftigerweise anzupassen.
Der Inhalt der Forderungsbedingungen der Stanze umfasst: Materialschmelztemperatur, Sterbentemperatur und Schmelztemperatur, Injektionsdruck, Stempelverriegelungskraft, Stempelöffnungskraft, Kompressionsaufnahmeverhältnis und Burstgeschwindigkeit gemäß dem Zustand der Herstellung von Teilen. Schließlich sollten die Gussprodukte der Würfel repariert werden, bevor sie die perfekten Gussteile erhalten.
Kupfer-Zink-Legierung 850-960
Temperaturauswahlprinzip der Legierung der Stanze:
1) Je niedriger die Temperatur des gegossenen Metalls ist, desto länger ist die Lebensdauer des Würfels;
2) Nur mit niedrigem Temperaturguss ist es möglich, die Tiefe des Abgabetanks zu verringern und die Gefahr von Metallflüssigkeit zu verringern.
3) Low-Temperatur-Stempelkasten kann die Anziehungsmöglichkeit der Presskammer und der oberen Stange verringern.
4) Die Stempel mit niedriger Temperatur kann die Produktion von Schrumpflöchern und Rissen im Gießen verringern.
Kurz gesagt, wenn die Prozessbedingungen zulassen, die Temperatur der Gusslegierung oder die niedrige Temperatur zum Sterbenguss wählen.
3, die Arbeitstemperatur der Formarbeit
Die Arbeitstemperatur der Gussform variiert je nach Gusslegierung. Im Folgenden finden Sie die empfohlenen Werte mehrerer Legierungsformen für die Auswahl:
Schimmelbezeichnung Arbeitstemperatur / ℃
Zinklegungsform 150-180
Aluminiumlegierform 180-225
Magnesiumlegierungsform 200-250
Kupferzinklegungsform 300
Prinzip der Arbeitstemperatur des Gießens:
1) Die Formtemperatur ist zu niedrig, die innere Struktur des Gießens locker, die Luftausfluss ist schwer zu bilden;
2) Die Formtemperatur ist zu hoch, die innere Struktur des Gießens ist dicht, aber das Guss ist leicht an der Schimmelpilzhöhle und klebriger Form zu "schweißen"
Es ist nicht einfach, das Gießen zu entladen, und die hohe Temperatur erweitert die Form selbst und beeinflusst die Größengenauigkeit des Gießens.
3) Die Formtemperatur sollte innerhalb des entsprechenden Bereichs ausgewählt werden, im Allgemeinen nach dem entsprechenden Test die konstante Temperaturregelung angemessen.
4, die Schmierung der Stempelschule
1). Der Zweck der Schmierung
Die Schmierung wirkt als Trennmittel für die Stanze und Stanze; Als aktiver Teil des Stanzes und der Presse verringert es die Reibung, verbessert die Lebensdauer des Stempelkastens und verringert die Lebensdauer aufgrund der thermischen Ermüdung für den langen Betrieb.
2). Schmiermittelanforderungen
Die Auswahl der Schmiermittel muss die folgenden Anforderungen erfüllen:
A. Das Würfeln kann sich nicht in den Typhöhlen halten;
B. das Stahlmaterial, das die Formtypoberfläche nicht korrigieren kann;
C. ist für die Herstellung giftiger Gase;
D. produzieren beim Erhitzen keine Asche;
E. nach der Schmierung muss gleichmäßig an die Typhöhle und die Arbeitsfläche gebunden sein, ohne durch Hochdruckmetall weggespült zu werden.